The majority of connector designs use stamped and formed contacts. These are made from reels of flat stock material. Copper alloy producers combine precise amounts of copper, nickel, tin, zinc or other metals in a melt that is then cast into an ingot. The ingot then travels to a rolling mill where it is rolled back and forth between rollers that squeeze the metal into a wide thin sheet. This process makes metal with a long grain structure along the length of the material that is quite consistent. The thickness and surface quality is well controlled, making it ideal for stamping into electrical contacts.

The metal producers deliver different alloys optimized for cost, conductivity, spring performance, heat tolerance, ductility, hardness and other characteristics. Connector manufacturers choose the ideal alloy for their application. The rolling mill might make a large amount of an alloy in one batch for consistency, then slit it on demand to the strip width needed for a specific order. The best connector companies specify, order and diligently check incoming material to ensure that their specifications are met.
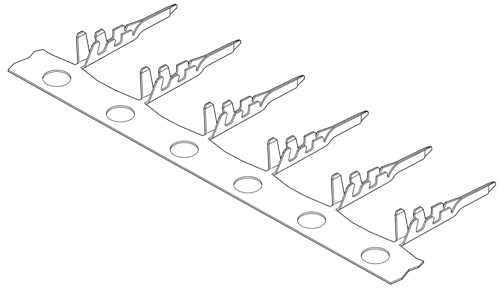
The strips then run through a stamping and forming die to create the contacts used in the final connectors. These contacts are normally carried on a strip designed to facilitate electroplating, and automatic insertion into plastic housings to create the wide variety of stamped and formed connectors in the marketplace. Since the contact is all one alloy, a compromise in characteristics is needed to allow the contact to be crimped to wires, while still having suitable formability and the right spring force at the mating end of the contact.
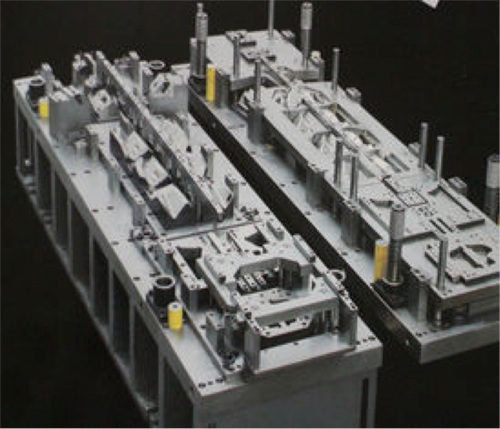
A typical stamping die will have many stations, arranged on a multiple of the contact pitch. These dies are often more than a meter long and require huge presses to run. Trim stations in the die trim the flat stock into basic shapes. Forming stations bend the beam into the right spring shape and roll up U shapes for crimp barrels or round shapes to create pins. Other stations optimize the mating point by creating a dimple, or refining the cut edge into a smooth mating surface. Other stations create features for contact retention, gussets for strength and compliant press fit features for board attach.
Dies like these often cost more than $100,000 and take many months to build. They require extremely precise dimensions and tight tolerances so that the whole die is stable and accurate and can run at high speed, typically 300 to 1,000 strokes per minute. Since parts wear, the maintenance schedule to replace worn punches becomes critical to maintaining the quality of the finished contact. Vision systems look at every contact out of the stamping die to ensure dimensional accuracy. The die is stopped the instant a defect is found. For smaller contacts, these dies may be set up to create multiple contacts with each stroke. You can imagine the huge capacity of a die that makes multiple contacts at speeds of 600-1,000 strokes per minute (think 5 million contacts per day), making this process ideal for high volume connector designs like edge cards, USB, etc.

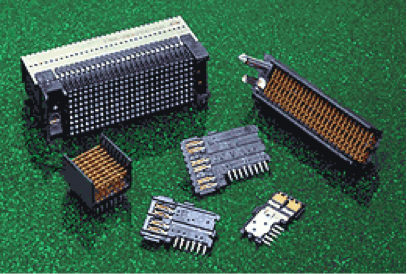
Large precision stamping dies are also used for lead frame style backplane connectors where multiple rows of contacts are stamped at once, then over-molded to create wafers. The connector industry has been built on the backs of the highly skilled tool designers and tool makers who are able to create these tools.
Contacts on carrier strips are ideally suited for selectively plating with precious metal. Reels of contacts pass through a plating bath with masks that limit the precious metal to only the critical areas like the mating contact point. The combination of efficient material use, high capacity and very select plating makes stamping and forming the most cost effective process for most connectors, if you can wait months for the die to be fabricated and debugged and you have a large pocket book for the investment.

An alternative way to manufacture connectors uses screw machine technology. Think of a lathe that is continuously fed wire stock. Highly precise machines are able to form the contacts with spinning blades that remove material to create round pins and cups that can accept wires for soldering or crimping, and spring contacts on the mating end. This process is advantageous for smaller volume applications, most often seen in military, medical and industrial applications. Standard contacts can be poked into a variety of housings to create IO connectors, sockets and board-to-board connectors using similar contacts and the same manufacturing equipment. Because a screw machine can be programmed to cost effectively make one contact, lead time and tool changeover time can be extremely short and tooling cost minimized. Contacts are often barrel plated all over, minimizing the investment in plating lines. Companies using screw machine technology can easily offer many variants of lead length, diameter and materials to optimize the connector for the application. This is especially suitable for “extreme” applications often found in aerospace, downhole applications in the oil and minerals industries, and high-temperature environments.
The ability to create an insulated housing that can accept a variety of screw machine contacts is helpful in making a custom connector optimized for a specific application. An excellent example of this is the ATCA power connector developed by Positronic for the PICMG ATCA standard (PCI Computer Manufacturing Group Advanced Telecommunication / Computer Architecture). Positronic was able to design a connector with 30 A contacts for power and also signal contacts with various pitches to optimize isolation for different voltages. Four mating levels facilitate a sequenced power-up process that enables hot swapping of boards with no sparks. A small controller on the plug-in board detects a signal when the connector is fully mated, and then turns on the board. By using screw machine technology and simple molds, Positronic engineers were able to produce the first prototypes of a brand new connector in just a few weeks, winning the standard design.
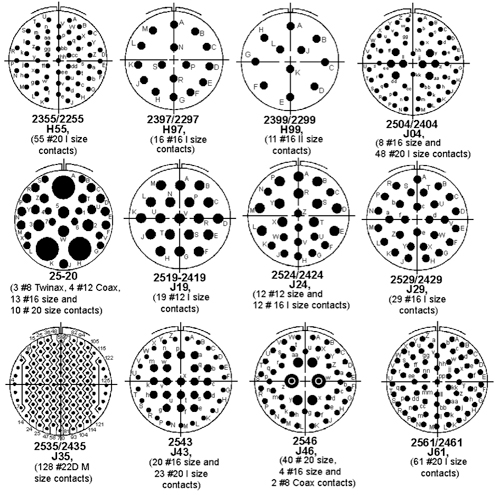
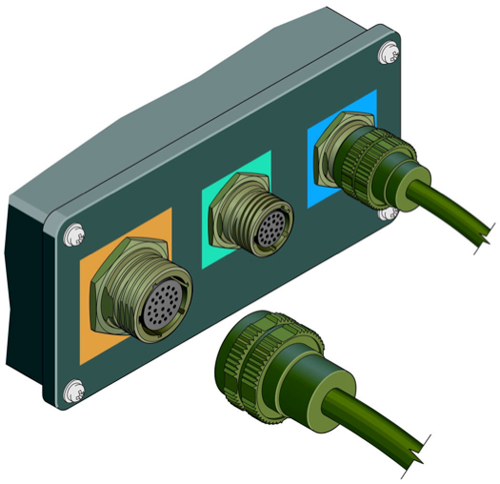
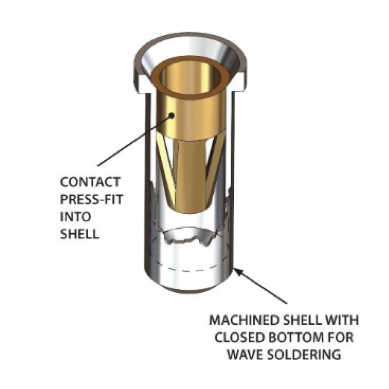
You will note that military circular connectors take advantage of screw machine technology by offering a family of outer shells that can accept a variety of plastic inserts containing screw machine contacts in the exact number and configuration needed for a specific application. Suppliers are able to quickly satisfy customer demands for a wide variety of connector configurations by having a supply of shells, inserts and contacts on the shelf, and configuring the connectors on demand. High-temperature materials combined with sealing rings provide connectors ideally suited for adverse environments. Screw machine contacts typically have a closed back end, making them well suited for sealed connector applications that use potting material or over molding to protect the cable from the environment.
Tiny springs can be contained in screw machine cups to create pogo pin connectors that are quite precise, making this a great solution for test applications like bed-of-nails testers. These are ideally suited for testing printed circuit boards and pad-grid-array semiconductor packages. Examples of pad grid array packages include CPUs (Central Processor Units), ASICs (Application Specific Integrated Circuits), FPGAs (Field Programmable Gate Arrays) or substrates with multiple semiconductor packages on board. Test systems can be easily wired to pogo pin test beds that can be quickly reconfigured to efficiently test all of these devices. This style connector is often used as a battery connector as well.

Because screw machines tend to make one contact at a time, most of these contacts are plated all over in a tumbling barrel process that does not need customization for different contact sizes and shapes.
One of the most enjoyable aspects of the connector industry is the incredible range of innovation in product and process designs. Engineers use the broad portfolio of technologies to produce products that solve specific customer requirements. Stamped and formed connectors serve the high volume mass market cost effectively while screw machine specialists produce products serving the special needs for high performance, high reliability, smaller volume connectors without a high up-front tooling cost.
Leave a Reply
You must be logged in to post a comment.